Predikce opotřebení nástroje při obrábění - výsledky experimentu na zjednodušeném modelu
- info613305
- 30. 8. 2021
- Minut čtení: 3

Predikce opotřebení nástroje při obrábění
Spotřeba nástrojů při obrábění je jedním z hlavních nákladů u moderních CNC. Stroje jsou povětšinou nové, v záruce. Personál je konstantní, materiál definovaný zakázkou. Jednu z mála nákladových položek, kterou lze objektivně ovlivnit je spotřeba nástrojů. Ta je dána způsobem použití nástroje a péče o něj. Nástroje mají definovaný počet cyklů, kdy by měl být jejich výkon optimální. Ne vždy ale je využito 100% potenciálu nástroje. Jestliže máme frézu za 5000 Kč, která vydrží 500 cyklů, pak je každý cyklus získaný navíc znát. Samozřejmě maximalizace využití nástroje nesmí jít na vrub kvality.
Společně s kolegy z Intemacu jsme započali vývoj prediktivního modelu na určení míry opotřebení obráběcích nástrojů. Jako první milník jsme definovali schopnost vysvětlit úbytek frézy při frézování ocelového kvádru v CNC.
Výchozí situace
Vřeteno obráběcího centra je osazeno 3 akcelerometry, v PLC jsou stavové a procesní hodnoty stroje. Obrábíme ocelový (mat 12050) kvádr upnutý ve svěráku čtyřbřitou stopkovou frézou o průměru 10 mm ( HSS-Co8). Data z PLC vyčítáme pomocí OPC-UA 1000x za sekundu. Sběr a analýza dat je řešena pomocí platformy LOTYLDA. Predikce je řešena umělou neuronovou sítí.

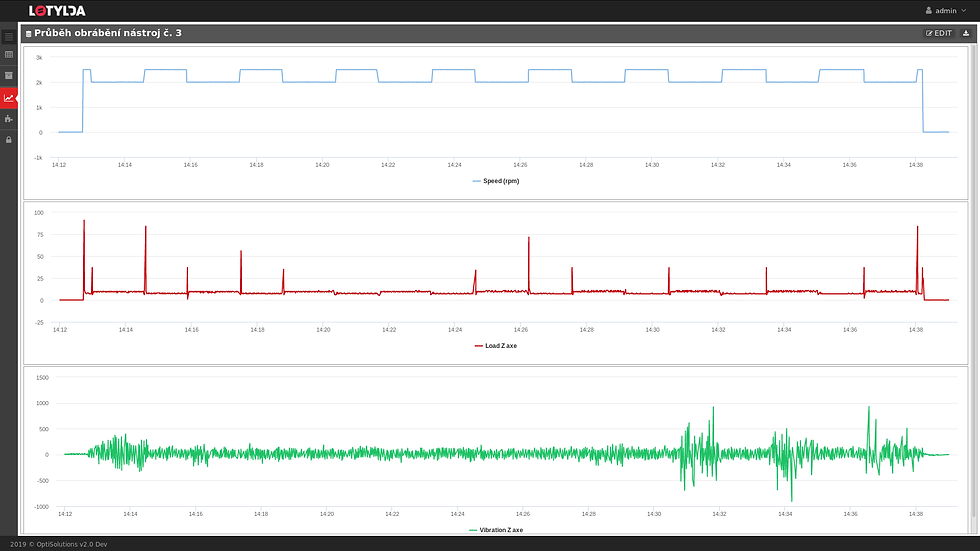
Obrábění
S každým nástrojem bylo provedeno 10 obrábění. Po 10. obrábění byl nástroj vyjmut a změřen úbytek na břitech. Pro zjednodušení se předpokládá lineární opotřebení nástroje. Celkem byly použity 3 nástroje. Obrobek byl upnutý do svěráku a nebylo s ním nijak hýbáno. Důvod, proč nebyl nástroj přeměřován po každém obrábění, vyšel z výsledků předchozího experimentu, u kterého jsme nebyli s to predikovat nic jiného, než že se obrábí. To bylo zapříčiněno rozdílným upnutím nástroje před měřením a po něm.
Existoval silný předpoklad, že upnutí obrobku do svěráku bude mít negativní dopad na výsledné vibrace. Při započatém obrábění dojde k rozkmitu obrobku, což se přenese i do nástroje a dojde k nelineárnímu opotřebení. Po zajetí frézy do materiálu se vibrace měly ustálit.

Sledované údaje
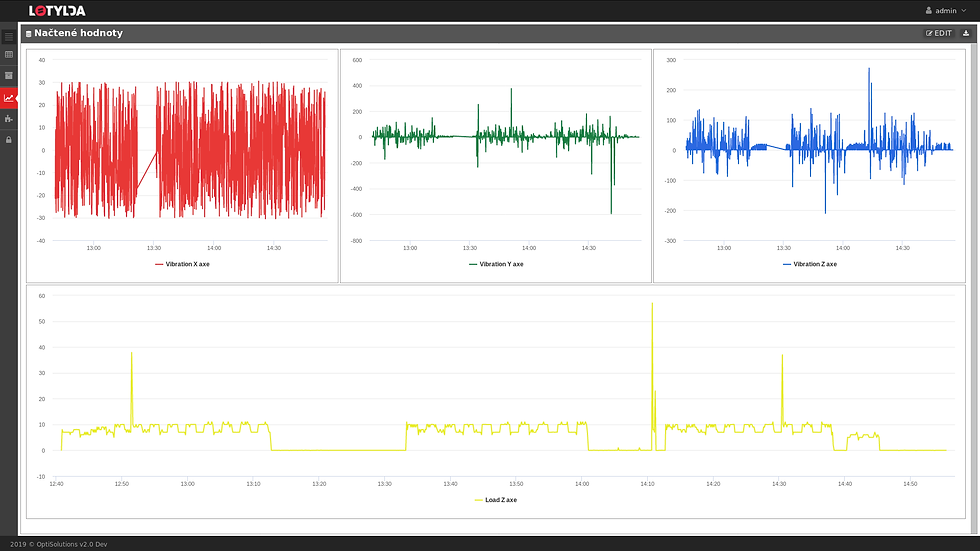
Z akcelerometrů se odečítaly abs. hodnoty zrychlení vřetene na osách x, y, z.
Z PLC se odečítaly hodnoty otáček a zatížení vřetene.
Uvnitř stroje je nainstalovaný mikrofon sbírající zvuky stroje a nástroje při obrábění.
Frekvence vyčítání dat z PLC byla 25Hz.
Naměřená data
Už „oční analýza“ dávala tušit, že vazba mezi opotřebením a vibracemi bude existovat – viz grafy.
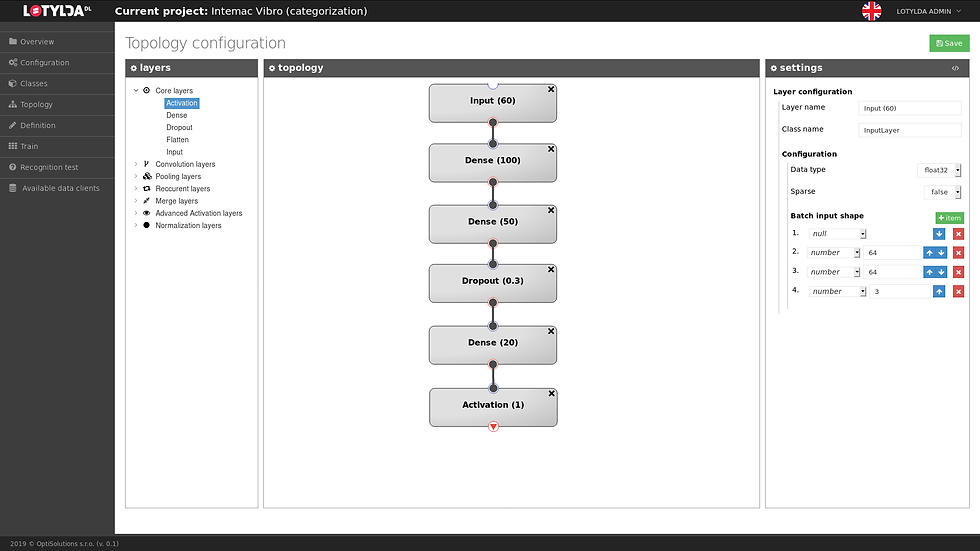
Matematický model - neuronová síť
Vibrace jsou dynamický jev, tudíž model musí postihnout časový vývoj naměřených veličin. Nad daty je vytvořené pohyblivé časové okno o délce 10 měření pro každý vektor.
Vzhledem k předpokládané silné nelinearitě byla zvolená pro predikci vícevrstvá neuronová síť. Topologie sítě je: vstupní vrstva (60 neuronů), 1. skrytá (100 neuronů), 2. skrytá (50 neuronů), 3. skrytá (20 neuronů) a výstupní (1 neuron, aktivační FCE sigmoida) – viz obrázek.
Jeden z nástrojů, který vykazoval mírně odlišné chování, byl vybrán pro validaci. Data byla rozdělena v poměru 80:20 (train, test). Pro validaci byl použit kompletní dataset 3. nástroje.
Síť poměrně rychle konvergovala ke globálnímu minimu ztrátové funkce.

Teorie vs. predikce
Natrénovaný model vykazoval RMSE = 9,85μm, což představuje 4,7%.
Teorie zjednodušeného modelu říká, že by se měl nástroj opotřebovat lineárně, což reprezentuje modrá přímka. Ze znalosti obrábění ale víme, že nástroj je více opotřebovávaný při zahájení obrábění.
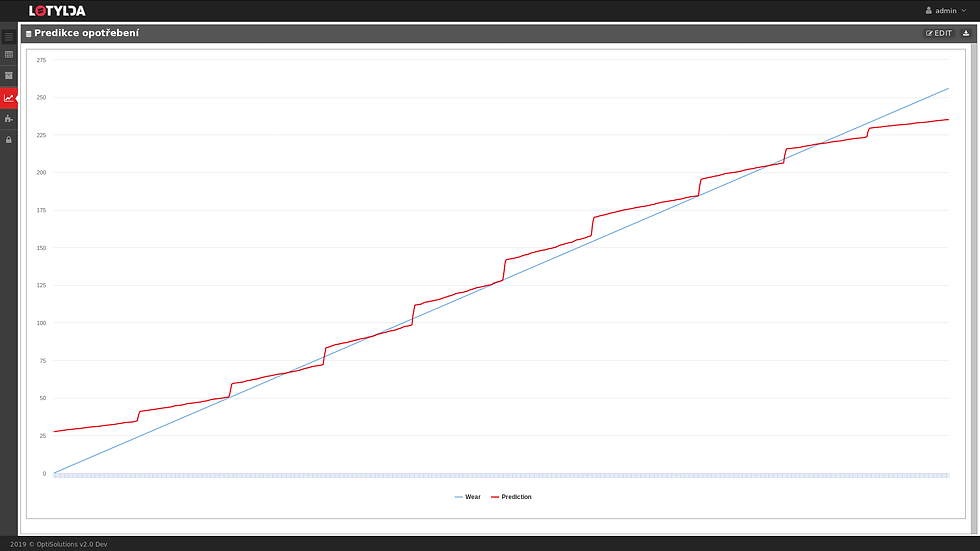
Při pohledu na křivku predikovaného opotřebení jsou vidět drobné schůdky. A to vždy přesně při zahájení obrábění. Prediktivní model nám tedy dokázal postihnout reálný jev, který se ve vysvětlovaných datech nevyskytoval. To nám dodává značný optimismus do dalších experimentů, kdy hodláme vybudovat obecnější model schopný popsat chování různých fréz, materiálů a parametrů receptur.
Velké poděkování patří kolegům ze společnosti Intemac Petrovi, Zdeňkovi, Kubovi a Jonatánovi, a výrobci stroje, firmě TAJMAC-ZPS.
Nástroje dodává firma Cromwell Česká republika.








Komentáře